- 24 Posts
- 210 Comments
Joined 1 year ago
Cake day: July 8th, 2023
You are not logged in. If you use a Fediverse account that is able to follow users, you can follow this user.

 2·1 month ago
2·1 month agoChina. That’s where you can still get the Cobalt indicator and subsequently on Amazon, Aliexpress or ebay.
The upside is the fantastic color change, which is why some still prefer it and why it is probably still being made.
In Europe there is an alternative blue indicator that is cobalt-free, but it is more of a blue to brown/very dark red colour change, so not great either especially after a few drying cycles.
the granules are blue when dry and turn purple/red when they no longer absorbs humidity.
Don’t buy those. Orange gel is the “new” blue.
The reason why the blue gel was phased out decade(s) ago is the CoCl2. Along all of the hazards are H350i and H360F (cancer and reproduction [aka. your plan to have kids might not turn out that great]).
While orange gel doesn’t have as good of a color change it is significantly lower risk and shall be used.
Nice to see Piocreat improved this printer. Last year they used V-roller on a $2k+ printer.
Was very interested in it but decided against it as the price didn’t matched the hardware.
3D40 at couple hundred bucks? Absolutely not. 3D40 for $50? No. 3D40 for free? Yeah. Just don’t expect much out of it.
Don’t buy anything you can’t afford. Sounds like you already got that part right. :)
If so good 3D-printer are lower cost than ever. Sure you could pick up an used Ender 3 and the like for $50 and put in the elbow grease to learn like it was done in the old days. Alternative is spending $200 on an BambuLab A1 and skip most of the learning curve.
If you can handle frustration than a cheapo used printer could be a good option. Please ask before purchasing as not every $50 printer is a good deal/option and as a newbie you can’t distinguish the good from the bad.
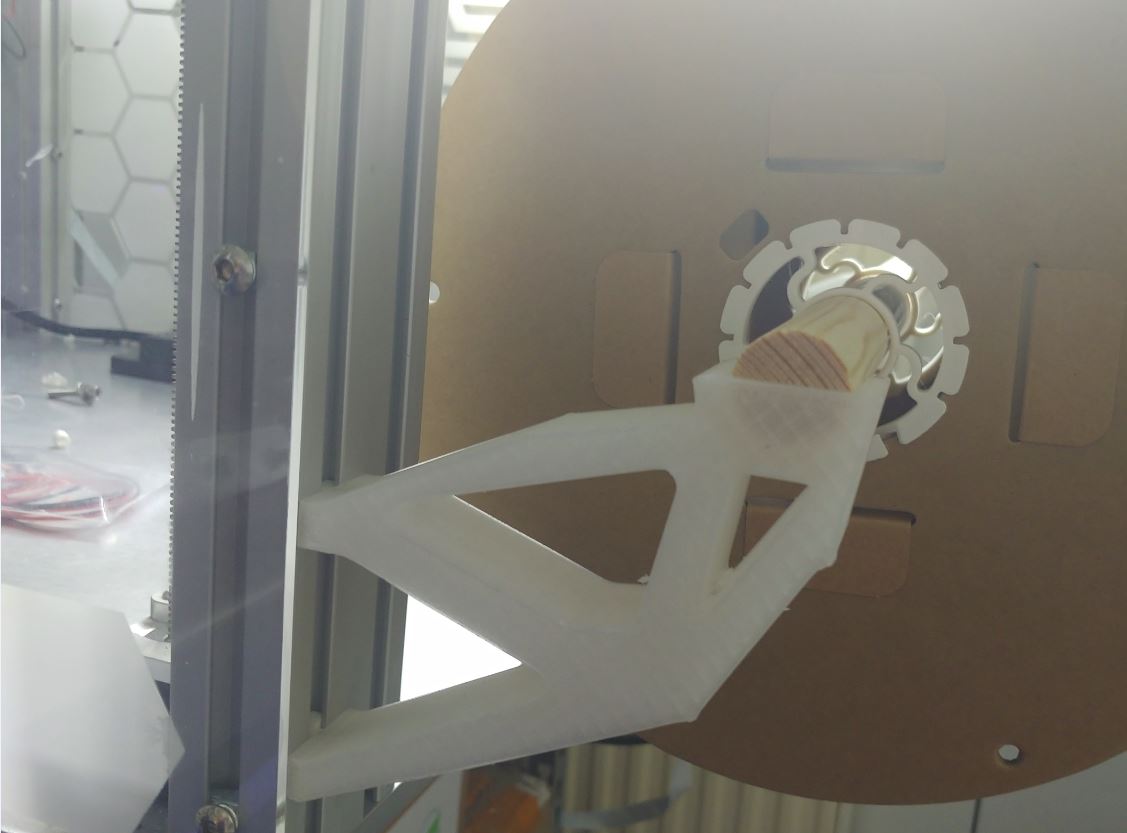
Use ASA. PETG will creep.
ASA will creep significantly less. If you have fibre-filled materials they also excel in this regard but are probably overkill here.
PETG will creep even at temperatures below 80°C and the higher the temperature is the faster the process is: https://en.wikipedia.org/wiki/Creep_(deformation)
I have a small collection of parts that all experienced creep (as a showcase). Structurally they where all fine in simulation and practice. Over time they all failed due this deformation.
JLC3DP
For production parts look at other materials. Nylon might still be within the range of your 3D-printer.
For attaching: If you can’t clamp then look at gluing it in place. If you need it detachable maybe drill a hole in the shaft and use a R-clip.
You can also tap and die the shaft on top. Make sure to use a left or right-handed thread depending on the rotation/load (thread is so that the rotation/force isn’t unscrewing it).
What is the plastic of your choice?
PLA, PETG, … behave like a very slowly flowing liquid as such the print will deform/expand (creep).
Interesting 3D printer design.
Using 3 linear rails to mount the bed. I suppose each linear carriage is one “corner”/point and all three of them to define a plane without overconstraining the buildplate but you keep all of the rigidity of the linear rails?
The issue I see is that the three linear rails in one plane are overconstrained so it is still is a pain to setup (especially on an ender 3 like frame construction).
What is the reasoning for using two motors instead of one powerful in the middle?
Heat set inserts are an interesting topic. You don’t need them if the screw is only installed once. Sure enough you can drive a metric screw into a 3D-prind and form/cut the threads but better are self tapping plastic screws. For nut vs. insert: It depends. if you can get away with a square nut (e.g. DIN 557 | don’t use hex nuts like DIN934) they are quicker to install. Make the cutout slightly undersized so the nut is fixed/wont move when the screw is installed.
If you use inserts consider the flange type to get a very nice aesthetic: e.g. https://de.aliexpress.com/item/1005006135129074.html
Removable plastic rivts are also a great fastening option. Push pins with integrated spring are equally briliant. Parts with snap fits are awsome but very diffuclt to design as the tab needs to flexible to be pushed in place but still strong enough to not break (layer adhesion).
Warping is indeed a big selling point for these materials. Major selling point/driving force I belive is still the esthetics of them as they provide a surface finish which can be sold (without post processing) without looking like a FDM 3D-print. Less warping, improved properties is more of a nice to have for most applications.
don’t seem to be, at least at the hobbyist level
This can be sad about a dozens of constructions. ISO1234 /DIN91/GB91-2000 splints are everywhere in the industry but nobody in the hobby space knows about them.
It’s pretty common to see cheap bearings in 3d printed parts, actually mildly interesting to me that bushings don’t seem to be
For bushing vs. bearing: It always depends on the application and industry.
. Do wonder though about the wear of 3d printed bushings, surfaces won’t be smooth,
Talked a while ago to somebody that run studies on FDM printed bushings. The verdict was that print orientation/layer adhesion was a limiting factor with their setup.
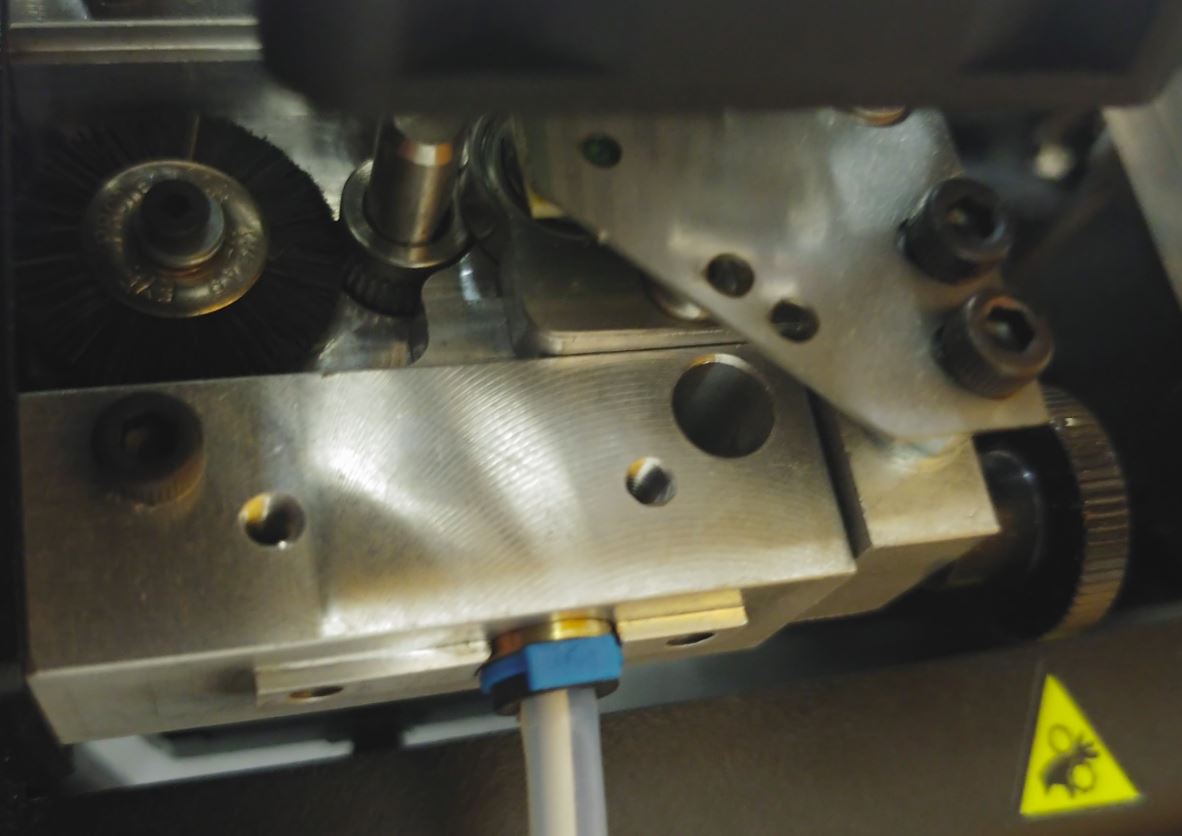
Clamp it.
On the composite filaments, abrasive filament sure sounds like a great thing to make wear surfaces out of!
Most people are moving torwards glass- or carbonfibre filled materials for one reason or another (e.g. asthetics). If the 3D-printed part contains a bushing than it is the same material. Often it is enough to just stick a metal rod through it. No need to worry about sourcing and installing bushings.
Also for the Igus materials (e.g. Nylon with PTFE) it is a composite. Anyway. If you have a real need for a high endurance than you can’t 3D-print. Injection molding is king and if this isn’t possible at least use a hybrid manefacutring (additve + subtracte) to get the appropiate surface finish and tolerances.
You can’t blame him.
Our education system doesn’t train us on this. After high school, you might never heard IPA before or know what peroxide are. You don’t even know enough to understand how to read these hazards/datasheets (assuming you know that these documents even exist).
From a technical standpoint it looks easy: heat it up, let it condense, done.
It is all over social media for a while now. Further suggesting it is good practice/safe to the viewer.
Most people never experience what power even a small volume of 1L of alcohol vapor can have. They also never experienced that they would fall in shock if it goes wrong. Unable to do anything for a minute or two. Recently did the math on a 30L IPA vapor tank to smooth “large” Polymaker Polysmooth prints (just the energy set free in an explosion). This was the moment I looked for alternative options as it was a scary number asking for serious engineering to keep it safe.
In my opinion resin manufacturers are to blame too. Downplaying the hazards of resin 3D-printing. In the previous paragraph, I mentioned how the education system doesn’t prepare us and as such also the influencer/reviewer might not know. Even assuming best intentions they echo/amplify the message that resin printing is safe.
Providing a recent example how misinformation spreads involving an influencer I won’t name and Prusa’s response: https://old.reddit.com/r/prusa3d/comments/1ekn24x/are_cf_filled_filaments_dangerous_prusament_lab/
Toxicology is rocket science. Understanding (understanding isn’t the same as accepting without questioning) what somebody says without being an expert is (near) impossible and even between experts there is often a discussion on what the results mean/what action shall be taken.
I don’t question the results Prusa published but I highly disagree with the message:
TLDR - our Prusament filaments with carbon fibers and prints made of them are safe The National Institute of Public Health used two methods of measurement. The skin irritation (image 1) and cytotoxicity (image 2) tests involved 30 volunteers (aged between 29 and 70 years) wearing prints made of PCCF and PA11CF materials taped to their skin. The measurement results showed that none of the volunteers had the slightest irritation even after more than 72 hours of wearing the print on their skin. […]
If you would test with loose asbestos fibers the test would likely also pass and I hope we all agree that asbestos is dangerous. So right from the start, we have an oversimplification (average Joe isn’t interested in 5 pages of what was measured. He is looking for simple answers) or Mr. Prusa wasn’t aware of the context of these results (context is critical for toxicology!).
What I believe has happened here: Prusa Research did the responsible and tested if their workplace conditions are safe for the employees. This means this data is likely specific to factory conditions and production steps. What then happened is that this unnamed influencer posted a sensational video and Prusa took this data and posted it as a response completely out of context.
As most people probably trust Prusa Research they now likely feel like it is certain that Carbon fiber-filled materials (in every application) are safe while the actual truth is nobody knows a good answer at the moment.
The next step is people printing parts like bushing out of these filaments. Bushings more or less grind themself which means we now might have fine carbon fiber dust and damaged fibres which might be a health risk (again: nobody knows exactly if there is a safe level and what this would be for these composite filaments).>
The benefit of core XY is that you don’t have a heavy motor riding on the X-axis allowing you to push higher speeds without increasing the rigidity of the y-axis. The downside is the long belt which will stretch a tiny bit meaning a lower accuracy.
With core XZ you don’t gain anything as the z-axis is generally not high dynamic meaning the weight doesn’t matter at all but still need to eat the downside of a long belt. In my opinion, it is just a stupid gimmick people fell for because is looks novel or cool.
Also core XZ is a bed slinger. With small objects, this is not an issue. The higher they are and the less rigid the print is the bigger the issue of the 3D print itself deflecting gets. With the usual 20cm height and the usual helmet and the like this aspect doesn’t matter at all.
Do you have a big budget to buy parts? You can do work in CAD? Copy the Pantheon HS3 design approch. Always question design decisions. In the broader picture of 3D-printer is the HS3 still engineering porn: https://www.youtube.com/watch?v=ooE0Xc6jPBY
I can make reliable and accurate.
I’m thinking a core XY
Mark my words: CoreXY hype is slowing down. In the next years, we will see people avoiding it due to the accuracy challenge of long belts. Not sure what will be the next trend but maybe we are going back to shorter, separate belts with the motor riding on the gantry once more. I don’t see ballscrews happening soon as all of the china, low cost, easy to source options are unsuitable at the moment (wrong pitch/mm per revolution).
With Prusa publicly talking about E3D Revo issues (and implementing a special slicer mode for them) we might see there too a new design.
If you want an new SBC: Intel N100 for as low as $60 with 4GB DDR5 RAM.
The raspberry pi isn’t a hobby/consumer product anymore. 2020 has shown that the Pi Foundation sees itself as an industry-first product. Also don’t forget that they went public a few months ago so who knows what will come out of this step.
Let’s face it: Intel driver support is great maybe even better than it is on a Raspberry Pi and proprietary is both hardware.
{kind=link}
Do the math.
Buying new might be cheaper than upgrading the ender 3:
hotend+extruder: orbiter v3 110€
stepper (not sure why you would want): 2x (5-phase 0.72° stepper and 5 phase stepper driver): 200€ [2 phase 0.9° would be significantly lower cost but even less of an upgrade]
cooling fan: larger 6023 blower: 13€
enclosure: Not great for a bed pusher. Core XY is compact. Regardless approx. 100€
Between those, you would already look at approx. 425€ in parts and still have the basic Ender 3 frame and electronic that if you haven’t done might want to upgrade to.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
For me it feels the polar opposite (ify ou mean with consumer space prebuild 3d-printer it would be a low):
None of this will be at FormNext this year as it is a business. It isn’t an enthusiast/hobby convention like RMRRF. Maybe in three years, it could be in the first commercial consumer 1machines.